You can request a free quotation below. We will contact you as soon as possible.
Machine vision lighting
Machine vision lighting refers to specialized lighting systems that provide the necessary illumination for the camera to capture high-quality images. Industrial lighting is a critical component for applications such as inspection, identification and measurement. It provides steady, constant light and you can choose from a variety of colours available which also makes it possible to achieve high contrast. All machine vision lighting is available on our online store, with quick delivery times. A selection of the most popular lights are available on our local express stock for immediate shipping. There is also the option to customize the lights, choosing between sizes and colours. Whether it's long-distance bar lights, ring lights, backlights or any other option available, customization is possible. You can conveniently place your order on our website.
How do I select the correct machine vision lighting?
Selecting an industrial machine vision light can be difficult. We provide expert support to ensure that you choose the right machine vision lighting solution for your specific needs. Our experienced team can help you design, implement, and troubleshoot your machine vision lighting system. So don't hesitate to get in touch via this link and we find the best machine vision lighting solution for you! Or open our flowchart on the Download page that helps you selecting the correct machine vision light for your application.
Production and quality control of machine vision lighting
Our LED manufacturing facility has implemented a strict process of quality control, this meticulous process is followed step by step to ensure the reliability and consistency of our products. Upon receiving a new batch of LEDs, the quality department completes a comprehensive check to test whether the wavelength falls within the specified tolerances. Approved LEDs are stored in a climate chamber, ready for use in production. The next stage is automated and involves placing the LEDs on a PCB which is then followed by an inspection and soldering. Moving along the production line, the LED boards are Assembled into a mechanical housing. Post-assembly, the lights undergo testing to ensure that the lighting performs according to its specified function, especially machine vision lighting such as line scan lights. This critical phase ensures that each unit meets our uncompromising quality standards.
The production process of the machine vision lighting also includes the creation of diffusers. The diffusers are cut automatically and every batch of diffuser plates undergoes transparency testing before they are cut into the correct shape. It is standard that all of our bar lights and backlights are equipped with a diffuser. The final step involves a comprehensive quality check, where the intensity, voltage, and current of each light are meticulously measured. This step guarantees that all machine vision lights that leave our facility meet the required specifications.
During the R&D phase of a new light, the light will be continuously on for 1 week to monitore the temperature. For every new production run of lights, each light will be continuously powered for 12 hours. This ensures that the quality and output of our machine vision lights remain uniform over time.
Customizable vision lighting solutions
Not only do we offer the opportunity to customize any of the machine vision lighting series, we also provide precise customization options to ensure that your specific needs are met. Whether it’s UV or NIR lighting, specialized colours or special sizes, we've got you covered. We can provide special certification requirements to ensure your lighting solutions meet the highest standards. There is no restriction for volume, we can customize single orders as well as batches of larger quantity. Don’t hesitate contacting us to find the best customizable lighting solution for you.
Machine vision lighting series
Our machine vision lighting portfolio is composed of complete range of lighting options, each designed to meet the specific needs and enable optimal performance in your application. Some lighting series have up to 20 sizes available, and most lights are available with colours options that include red, blue, green or white.
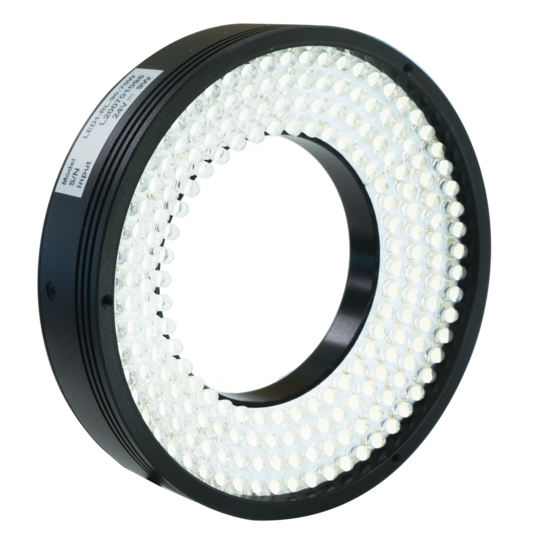
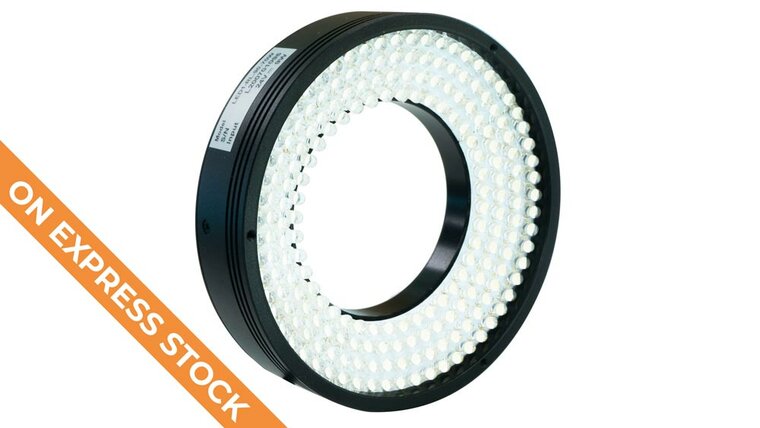
Ring Light
Using a ring light is ideal for machine vision systems that require uniform and shadow-free illumination in close-up inspections. Commonly used in applications such as quality control and automated inspection of small parts.
• Ring Light series (VA1-RL3): Standard ring light series providing uniform and shadow-free illumination. Suitable for a wide range of machine vision applications, ensuring consistent lighting.
• Dark field Ring Light series (VA1-RLDF3): Ring light series specifically designed for dark field applications, offering precise illumination for inspections where shadows need to be minimized.
• Diffuse flat bright field ring light series (VA1-RLD2): Ring light series with diffuse flat bright field illumination, ideal for capturing fine details in surface inspections without creating harsh shadows.
• Diffuse dark field ring light series (VA1-RLDLA): Ring light series with diffuse dark field illumination, suitable for applications requiring enhanced contrast and shadow-free imaging.
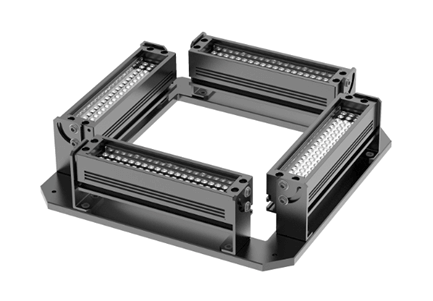
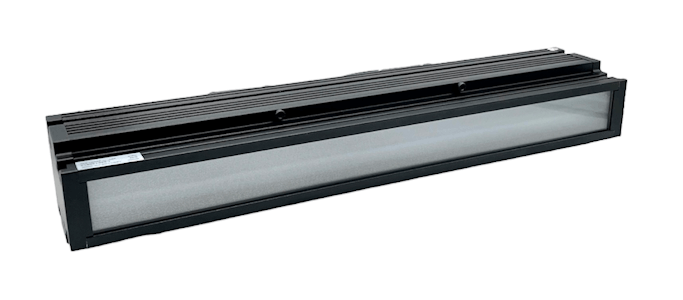
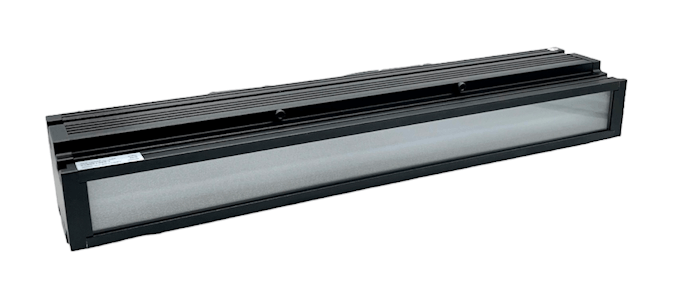
Bar Light
Bar lights are usually used in pairs, it is used to minimize shadows and to illuminate the object evenly. Because the bar light position is adjustable it can be placed close to the object or next to the camera.
• Bar light series (VA1-BL3): Versatile bar light series with 20 different sizes for various machine vision applications. Customizable positioning to minimize shadows.
• Combined bar light series (VA1-BLM3): Combined bar light series designed to enhance illumination, minimize shadows, and ensuring uniform lighting. Ideal for precision inspections.
• Long distance bar light series (VA1-BLLD): Long-distance bar light series provides illumination over extended ranges. Suitable for applications where distance is a critical factor.
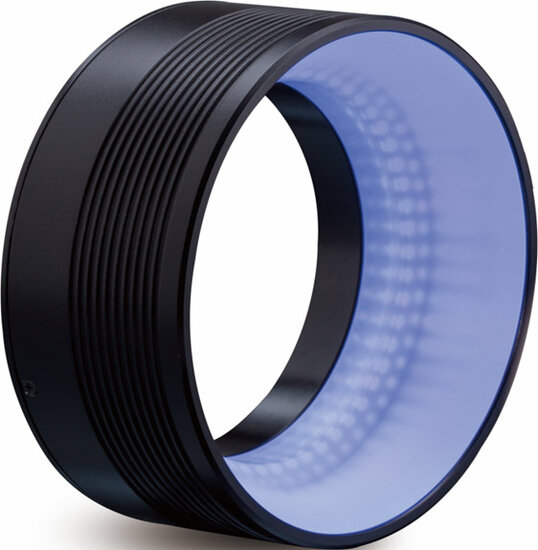
Coaxial Light
Coaxial lights are suited for machine vision tasks where precise imaging and minimal reflections or shadows are crucial. Commonly used in inspections where a direct, on-axis light source is necessary to capture fine details without interference. Our customized coaxial lights includes:
• Coaxial light series (VA1-COL2): Coaxial light series providing on-axis illumination for precise imaging with minimal reflections. Suitable for applications where direct light is necessary without interference.
Back Light
Back lights are employed in machine vision systems to create a silhouette effect or to highlight the contours of objects. Useful for applications requiring object detection, shape recognition, or separation from the background.
• Bottom lit backlight series (VA1-BLBL2): Bottom-lit backlight series creates a silhouette effect or highlighting contours of the object. Ideal for applications that require object detection and shape recognition.
• Direct side backlight series (VA1-BLSLH2): Direct side-lit backlight series providing focused illumination from the side. Suitable for applications requiring targeted lighting and enhanced contrast.
• Telecentric back light (VA5-TCB): Telecentric backlight designed for precision imaging, ensuring light rays are parallel to the optical axis. Ideal for applications where accurate measurement is crucial.
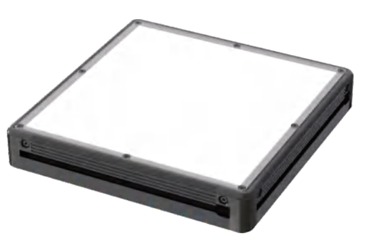
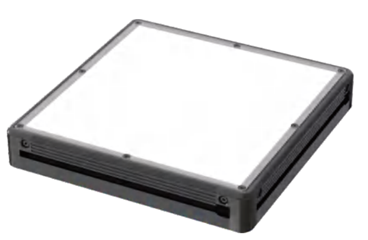
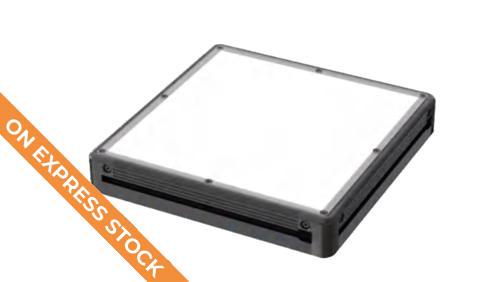
Dome Light
The dome light is deal for machine vision applications that demand even and diffuse illumination. Commonly used in surface inspection tasks to capture fine details and defects without creating harsh shadows. It is generally used for highly reflective objects.
• Dome light series (VA1-DL2): Dome light series providing even and diffuse illumination. Commonly used in surface inspection tasks to capture fine details and defects without creating harsh shadows, available in 8 different sizes.
Line Scan Light
Line scan lights are specifically designed for machine vision applications involving moving objects on a conveyor belt. Line scan lighting is designed to achieve high-resolution imaging by capturing and illuminating individual lines sequentially. This characteristic makes it particularly well-suited for applications requiring continuous inspection processes.
• Line scan bar light series (VA1-LLS5): Bar light series specifically designed for line scan applications, ensure high-resolution imaging by illuminating and capturing one line at a time.
• High power line scan bar light series (VA1-LLHB2): High-power line scan bar light series for demanding applications requiring intense and focused illumination for moving objects on conveyor belts.
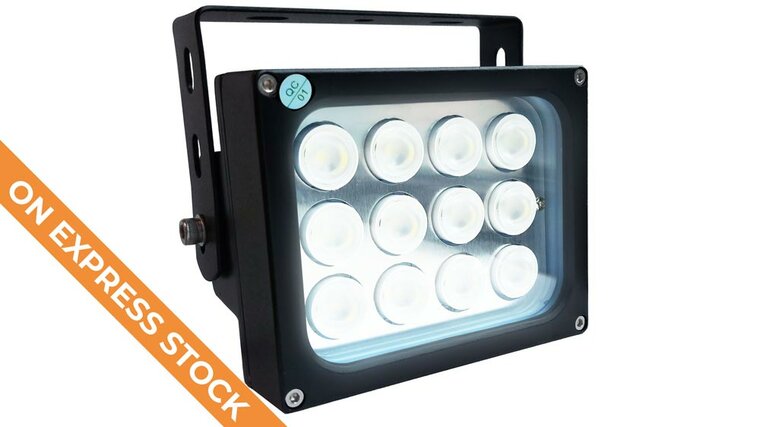
Spot Light
Our spot lights are suited for machine vision tasks that require concentrated illumination focused on a specific area or feature. Spot lights are beneficial for applications such as barcode reading and precision alignment.
• LED Spot White: Ideal for applications where colour accuracy is crucial, ideal for illuminating large objects.
• LED Spot NIR 940nm (Near-Infrared): Emits light in the near-infrared spectrum at 940nm, commonly used in scenarios where human vision is not needed, such as night vision or discreet surveillance.
• LED Spot NIR 850nm (Near-Infrared): Emits light in the near-infrared spectrum at 850nm, similar to NIR 940nm but may have different applications based on specific requirements.
Applications for machine vision lighting
Machine vision lighting plays a vital role in various applications across diverse industries, enabling accurate and reliable analysis of objects using machine vision systems. It is commonly used for surface inspection, defect detection, high contrast, object recognition, placement and the creation of silhouettes for part alignment.
In addition to these fundamental applications, machine vision lighting finds extensive use in quality control processes. It ensures the precision and consistency of manufactured products. The technology is employed in assembly lines to detect imperfections, irregularities, or deviations in dimensions, consequently contributing to the production of high-quality goods. Machine vision lighting is often used in barcode reading and identification tasks, improving the efficiency of logistics and supply chain management. Its versatility provides valuable insight into product quality and facilitates in the operation of automated systems by improving efficiency. As technology keeps evolving, machine vision lighting is on the verge of becoming even more critical when streamlining industrial processes and boosting overall efficiency.
Product life cycle management of machine vision lighting
Illumination in industrial machine vision applications is crucial. Machine vision lighting is employed for inspecting and controlling products, materials, and processes. Machine vision LED lighting has to meet strict requirements, such as constant light intensity, accurate colour rendering and long lifetime. A precise manufacturing process is needed to ensure these requirements. The lights within this category have a long-life cycle, therefore one can continuously purchase the same light with the exact same specs such as output for many years. Machine vision lights have a great batch reproduction and minimal LED characteristic variations between batches that could cause quality deviations.
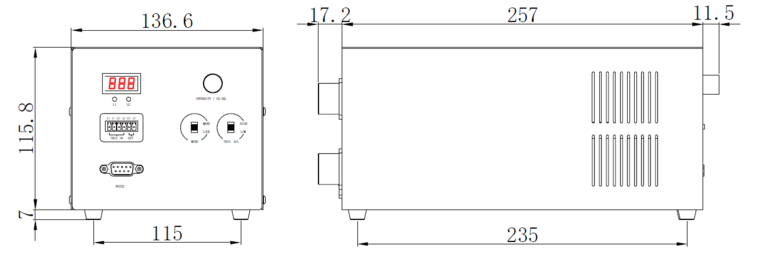
Accessories to add to your machine vision lighting setup
A dedicated power supply offers several advantages over using the mains directly. By incorporating a dedicated power supply into your machine vision lighting setup, you can reap the benefits of consistent illumination, increased reliability, reduced energy consumption, enhanced control, and minimized electromagnetic interference. These advantages contribute to the overall effectiveness and longevity of your machine vision system. We recommend using a power supply like our commonly used 24V Power supply Set. A power supply like our 24V/60W Power Supply/Light Controller is advised when triggering the machine vision lights and controlling the light intensity is required for your application.
 Filter
Filter